"Dynamic is the key"
Why Vecoplan relies on KEB for its shredders
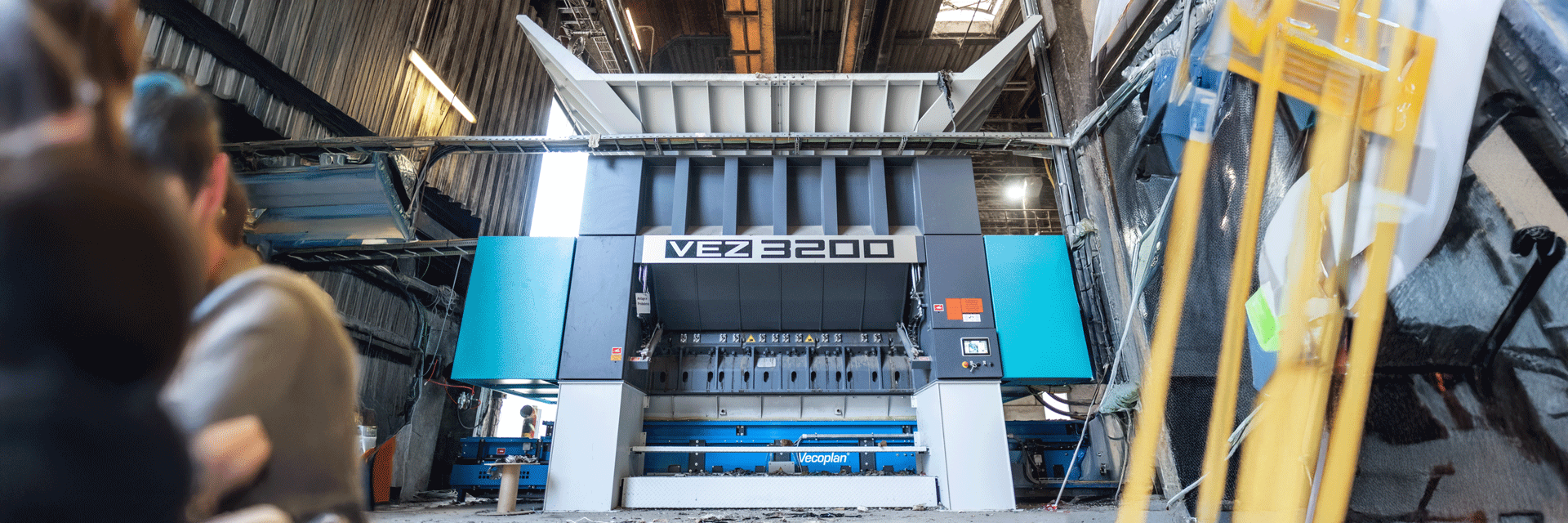
Shredders are an integral and important part of the recycling process. This is because they reliably break down materials, thereby facilitating recycling and transport. They reduce volume, separate material streams and prepare recyclable materials for sorting, granulation or thermal processing. In doing so, they increase the efficiency of industrial processes, ensure stable material cycles and make an important contribution to resource conservation and sustainability.
Originally, shredders were often operated directly on the mains supply. As a result, the motor ran at a constant speed without flexible adjustment of torque or speed. Under overload, the shredder would often jam or trip the circuit breaker. Restarting was slow and time-consuming for mechanics. To overcome this lack of flexibility, some OEMs employed hydraulic systems. The hydraulics enabled variable speeds and high torque at low speeds, but resulted in lower energy efficiency, higher maintenance costs (oil leaks, pump wear) and less precise control.
Nowadays, it is common practice to operate shredders using appropriate inverter technology. There are many reasons for this:
Lower energy costs: Drives regulate speed and torque according to the material load, thereby avoiding energy wastage.
Higher throughput: Automatic torque boost and reverse functions keep the shredder running even with heavy or jammed material.
Reduced wear and maintenance: Smoother motor control means less mechanical stress on gearboxes, bearings and blades.
Process flexibility: Drives enable rapid adjustment of the rotor speed to suit different input materials, from light plastics to heavy wood or metal.
Improved uptime: Integrated diagnostic and protection functions prevent damage and unplanned downtime.
Conclusion: KEB drive controllers regulate electric motors and combine the efficiency of electrical systems with the flexibility of hydraulics. COMBIVERT drives enable torque amplification, reverse operation and adaptive speed control – all whilst reducing energy consumption and maintenance requirements.
Depending on the type of material to be shredded and the desired particle size, different types of shredders may be suitable. Whether single-shaft, twin-shaft or hammer shredders: KEB Automation has already automated numerous projects involving a wide variety of shredder types all over the world. An overview of the technical challenges.

+43 72435358618
+43 676 40 55 294
markus.weissensteiner@keb.at
Numerous well-known customers rely on KEB’s automation and drive technology. The advantage: a single point of contact implements the complete package for the plant operator. The components can be optimally coordinated for efficient and long-lasting operation.
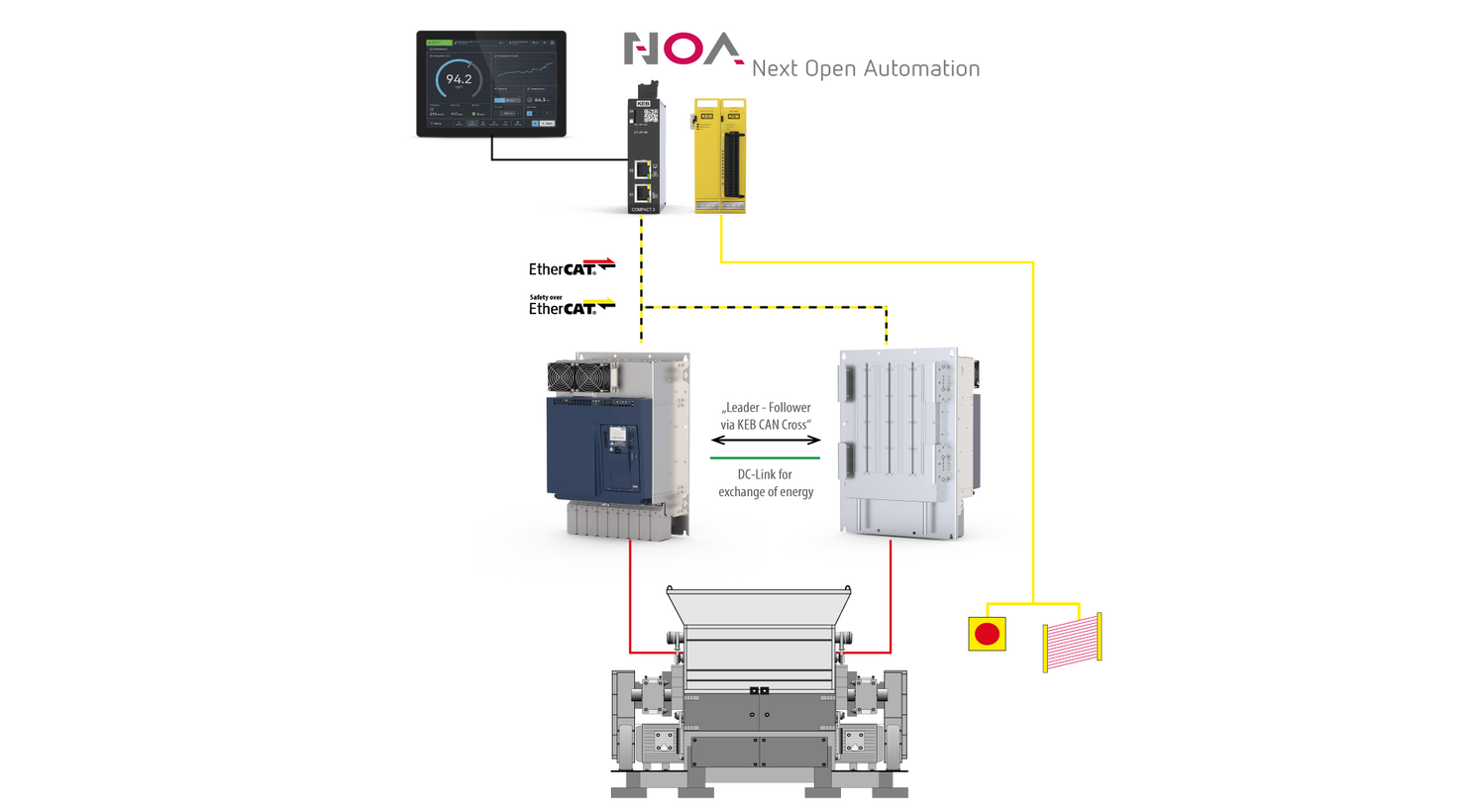
A well-designed, comprehensive solution for shredders starts at the IIoT level. For example, the open automation platform NOA offers, among other things, the option of predictive maintenance. This allows problems to be resolved before they even arise. System downtime is reduced, throughput is increased and costs are lowered. Furthermore, the NOA Portal provides fleet management that offers an overview of KPIs or the machine’s status anytime, anywhere.
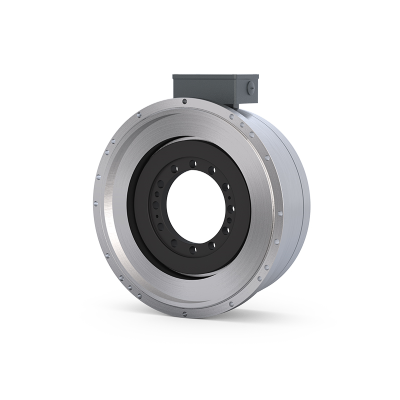
For its shredder system solutions, KEB relies on motor and drive technologies that can enhance the application’s energy efficiency. The use of torque motors or synchronous reluctance motors can contribute to this. The reason: torque motors can transmit very high torque directly to the shredder shaft without a gear unit, thereby avoiding mechanical losses. They are ideally suited to the frequent start/stop cycles, direction changes and overload conditions typical of shredders.
Synchronous reluctance motors also offer an option that features lower rotor losses compared to induction motors, resulting in reduced heat loss and higher efficiency. Thanks to their standardised design, they can be easily integrated into existing shredder systems using a gearbox. In the past, KEB has, among other things, carried out series deliveries of synchronous reluctance motors in a water-cooled version with a customised tapered shaft for the shredder industry. The shredder’s main drive can be implemented using one or two motors. The motors operate in leader/follower mode on the same shaft of the shredder and can be synchronised via internal CAN communication.
Reliable speed control is essential for optimal management of the shredder’s process behaviour. To this end, KEB offers multifunctional drive systems in the form of the COMBIVERT F6 Drive Controllers. The drives are available with various mounting and cooling options and feature safety functions already integrated into the unit. The drives also provide stable control at high speeds.
Even a well-sealed industrial control cabinet does not offer 100% protection against external influences. Furthermore, the heat generated within the control cabinet itself can pose a challenge for the drive components that should not be underestimated. For this reason, KEB drives are designed for a range of ambient temperatures. Stress tests are carried out as early as the development phase to verify, prior to the actual deployment of the drives, whether the components can reliably withstand extreme conditions.
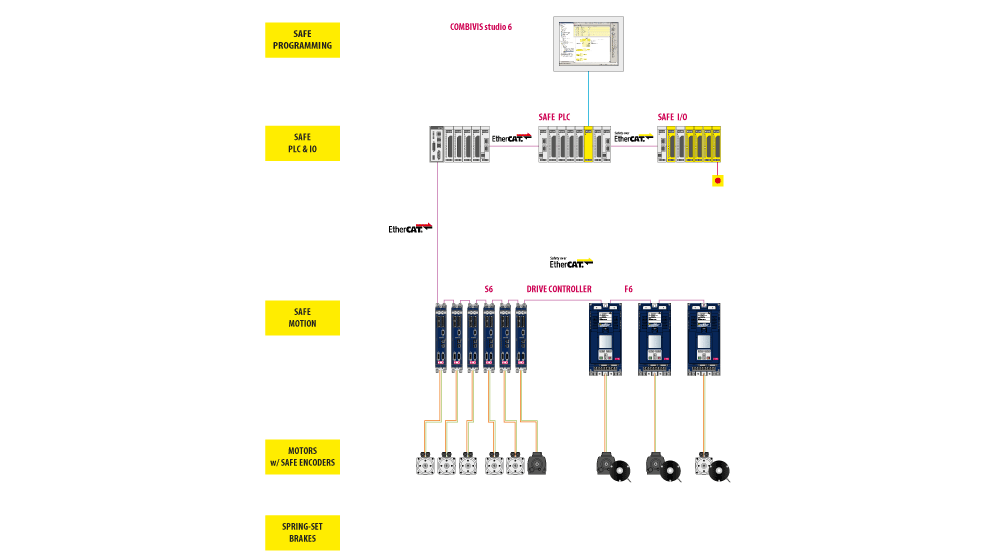
Electrical machines and systems are subject to increasingly stringent safety requirements. Simplify your safety concept with the KEB drive controller’s integrated safety functions. Speeds, positions and various other functions are monitored directly in the drive electronics. The KEB safety control integrates the requirements of safety technology into the functional control environment. Safe communication with the control level serves as a widely used and established FSoE (Safety over EtherCat) solution – alternatively, communication via ProfiSafe is also available. In addition to, or instead of, a safe field bus system, individual safety functions can also easily be switched on and off via digital inputs. With the certification of sensorless safety functions, in some cases speed-related functions can also be implemented without a sensor system.
Servo pump solutions for drive systems in shredders offer precise, energy-efficient control of hydraulic pressure. They dynamically adapt output to the load, thereby increasing safety and efficiency. Variable speed reduces energy consumption, whilst ensuring quiet, low-vibration operation even under high loads.

ASCL (Asynchronous Sensorless Closed Loop) and SCL (Sensorless Closed Loop) are proven sensorless control methods developed by KEB Automation. They are advantageous in situations where high output speeds usually make it very difficult or even impossible to attach a sensor. Suitable for asynchronous, synchronous, reluctance, linear, spindle or torque motors, these methods ensure optimal and precise control and sensorless positioning – and are also inexpensive and easy to install. The underlying software contains coordinated virtual motor models.
The T6 APD from KEB is a modular, scalable inverter system designed for the electrification of auxiliary drives; thanks to its robust EMC filters, high power ratings and integrated control system, it is ideally suited for electric drive systems in shredders. It enables efficient speed and torque control.
Water-cooled motor technology from Brusatori (part of the KEB Group) for space-saving integration without a gearbox or, in the case of synchronous motors, with high efficiency.